
Tin Tức An Toàn
Tiêu chuẩn EN:388:2016 cải tiến phương pháp test mới
Tiêu chuẩn EN:388:2016 sử dụng phương pháp test chống cắt mới cải tiến những sai lầm tiêu chuẩn EN:388:2003 mắc phải để xác định chính xác hơn về mức độ chống cắt của vật liệu.
1. Tại sao cần phương pháp test chống cắt mới?
– Tiêu chuẩn EN:388:2003 dùng phương pháp “The Coup Test” để kiểm định mức độ chống cắt của vật liệu. Phương pháp này được thực hiện bằng lưỡi dao xoay hình tròn trọng lượng 500g lực tiếp xúc 5 Newton lăn qua lăn lại trên bề mặt vật liệu theo chiều cố định. Kết quả theo mức độ từ 0-5, 5 là mức độ cao nhất.
– Nhược điểm của phương pháp này là tất cả các loại vật liệu vải dệt có sợi thủy tinh, thép không gỉ (aramid, kevlar), vật liệu có tính chống cắt cao đều làm cùn dao cắt. Điều này làm cho kết quả cuối cùng không chính xác với khả năng chống cắt thật sự của vật liệu.
– Theo tiêu chuẩn mới thử nghiệm “Couple test” được điều chỉnh lại với cách hạn chế số lần cắt bằng lưỡi dao là 60. Nếu sau 60 lần cắt mà vật liệu vẫn chưa đứt thì bắt buộc chuyển sang kiểm tra độ bền bằng phương pháp TDM-100.
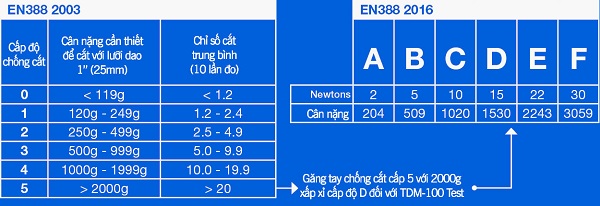
– Phương pháp TDM-100 đặt 1 lưỡi dao thẳng và sẽ cắt 5 lần với các lực cắt đưa vào lưỡi dao khác nhau. Kết quả ghi nhận được theo lực tác động sẽ đánh giá khả năng chống cắt của găng tay theo mức độ từ A tới F. F là mức độ cao nhất với lực cắt 30Newton.
2. Sự khác nhau giữa EN:388:2016 và EN:388:2003
– Người sử dụng nên cân nhắc lựa chọn găng tay thích hợp theo tiêu chuẩn an toàn của Châu Âu hoặc Nhật Bản như tiêu chuẩn: EN:388, tiêu chẩun ANSI. Mức độ bảo vệ dựa trên các nguy cơ rủi ro được xác định bởi những công việc cụ thể.
– Tiêu chuẩn RN388 được thực hiện bởi đơn vị kiểm định uy tín tại Nhật về khả năng chống mài mòn, chống cắt, chống xé rách và chống đâm. Với phương pháp “Coup Test” kiểm tra khả năng chống cắt theo thang điểm từ 1 đến 5 (EN388:2013) . Phương pháp TDM kiểm tra chống cắt theo thang điểm từ A đến F (EN388:2016)
a. Chống mài mòn
– Sự thay đổi kỹ thuật của EN388:2016 so với EN388:2003 là việc sử dụng giấy mài mòn khác nhau. Thí nghiệm chống mài mòn được thực hiện trên máy mài mòn Martindale, mẫu vật được cắt ra từ phần lòng bàn tay, được lắp và đầu cọ xát với kích thước và trọng lượng cố định. Đầu co xát di chuyển theo hình elip trên một tấm vật liệu có độ phủ 180 grip (phiên bản 2003 là 100grip).
– Mức hiệu suất được xác định trong EN:388 từ mức 1 đến mức 4 (chu kỳ từ 100 đến 499), mức và việc tạo lỗ không xảy ra trước 8.000 chu kỳ.
b. Chống cắt
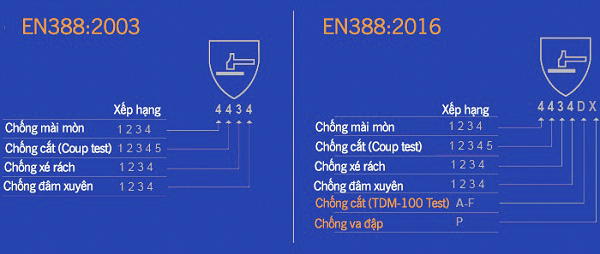
– Tiêu chuẩn EN:388:2016 sử dụng cả hai phương pháp để kiểm định là Coup Test và TDM-100 Test để kiểm tra khả năng chống cắt chính xác hơn. Mức hiệu suất được xác định:
+ Coup test: từ 1-5 mức độ càng cao chống cắt càng tốt.
+ TDM-100 test: từ A-F càng về sau mức độ chống cắt càng tốt
So sánh 2 phương pháp kiểm định găng tay chống cắt EN 388:2003 và EN 388:2016
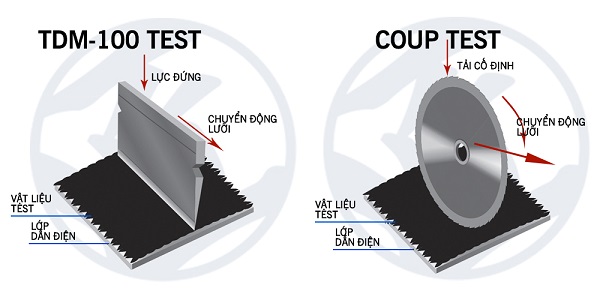
– EN388:2003 chỉ sử dụng phương pháp Coup Test. Sử dụng lưỡi cắt tròn và thực hiện trên bề mặt vật liệu thử, bằng lưỡi dao xoay khối lượng 500g ( theo luật tiếp xúc chuẩn 5 Newton) lăn trên bề mặt phẳng của vật liệu thử với 1 chiều cố định.
– Nhược điểm của phương pháp Coup Test đó là nó làm cùn lưỡi dao nếu vật liệu test là sợi thủy tinh, thép, aramit, kevlar nên kết quả sẽ khống chính xác.
– Do đó, nếu như kiểm định bằng phương pháp Coup Test sẽ được điều chỉnh bằng cách giảm số lần cắt lưỡi da xuống 60 (cho dù vết cắt có xảy ra hay không). Nếu sau 60 lần cắt vật liệu vẫn không đứt thì bắt buộc kiểm tra theo phương pháp TDM-100.
– TDM-100 sẽ đặt găng tay dưới một lưỡi dao thẳng. Trọng lượng sẽ được tăng lên cho đến khi xảy ra hiện tượng cắt ngang.Thử nghiệm sẽ kết thúc khi lưỡi dao tiếp xúc với dãi dẫn điện phía dưới lớp vật liệu test.
– Cách test TDM-100 sẽ dùng một lưỡi dao thẳng trên một mẫu thử cho đến khi cắt xuyên qua. Lưỡi dao chỉ tiếp xúc một lần trên mẫu thử nên sẽ loại bỏ được vấn đề cùn lưỡi dao do tiếp xúc. Mức hiệu xuất được đo từ A tương ứng với lực 2N đến F tương ứng với lực 30N.
c. Chống xé rách
– Với test chống xé rách không có sự thay đổi lớn về mặt kỹ thuật. Vật liệu kiểm định sẽ được cố định trong hàm kẹp của máy test. Các hàm kẹp sẽ di chuyển ra xa với tốc độ 100mm/phút và đo lực cần để xé vật liệu.
– Đối với găng tay một lớp, mức hiệu xuất được công nhận bởi kết quả thấp nhất trong bốn thử nghiệm. Với găng tay nhiều lớp, mỗi lớp sẽ được kiểm tra đơn lẻ và mức hiệu xuất sẽ dựa trên kết quả cá nhân thấp nhất của vật liệu chống x rách.
d. Chống đâm xuyên
– Bài test chống đâm xuyên của phiên bản EN:388 2016 cũng không có sự thay đổi lớn về kỹ thuật so với 2003.
– Mẫu thử vẫn sẽ được lấy trong lòng bàn tay và kiểm định riêng lẻ từng lớp. Bài test dùng bút tròn chuẩn 50mm đẩy từ trên xuống vào mẫu thử với tốc độ 100mm/phút bằng máy nén.
– Mức hiệu xuất có thang điểm từ 1 đến 4 ( với lực từ 20N đến 150).
– Đối với những găng tay chuyên biệt như bảo vệ chống kim tiêm đâm. Đơn vị kiểm thử sẽ sử dụng một bài kiểm tra sử dụng kim.
e. Chống va đập
– Bài test chống va đập theo tiêu chuẩn EN:388 2016 còn phiên bản 2003 không có bài test này.
– Bài test này dành riêng cho găng tay có thiết kế chống va đập, những găng tay khác sẽ không phải thử nghiệm bào test này. Có ba xếp hạng cho bài test này:
+ P: Đạt
+ F: Không đạt
+ X: Không kiểm định hoặc kiểm định không liên quan.

